




Während des Gussformversuchs treten häufig Gussfehler auf, ohne dass eine sichere Prognose vorhersehbar ist. Daher sollte ein guter Gussformversuchsingenieur über umfassende Erfahrung verfügen, um die Ursache so schnell wie möglich beurteilen zu können, da die Kosten mit der Zeit steigen, die an der Spritzgießmaschine aufgewendet wird.
Hier hat unser Team einige Erfahrungen gesammelt. Wenn dieser Austausch Ihnen einen kleinen Hinweis geben kann, der Ihnen bei der Lösung ähnlicher Probleme hilft, würden wir uns sehr freuen.
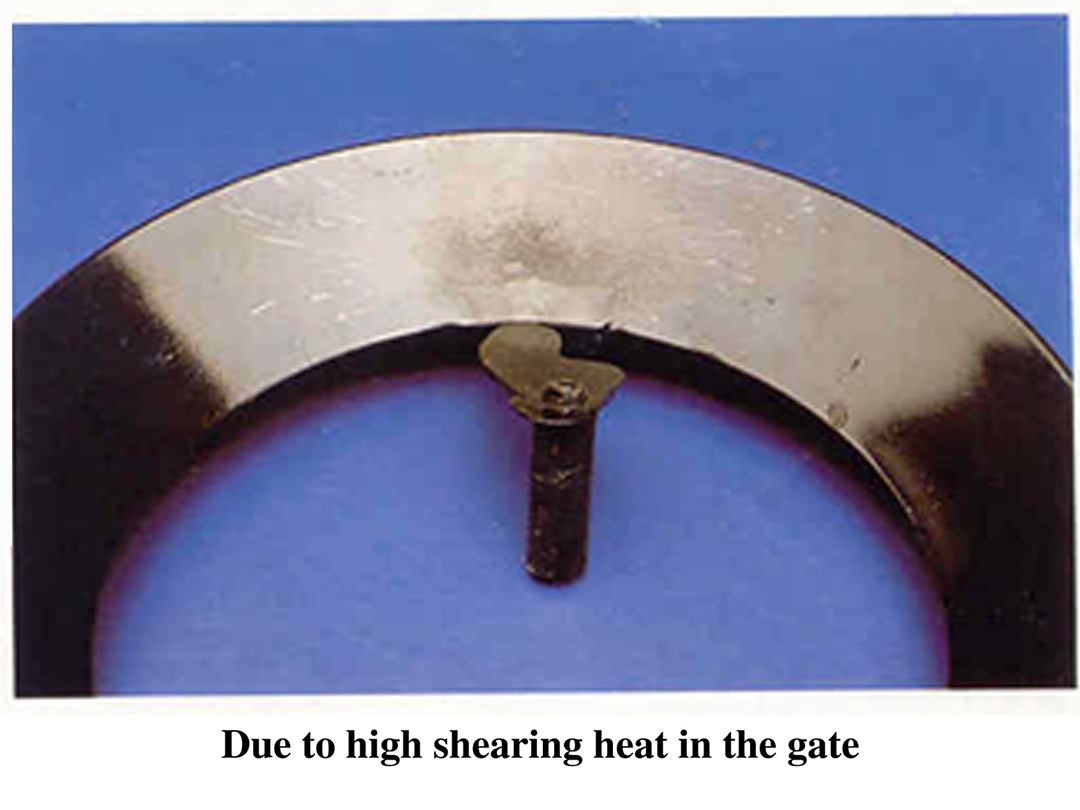
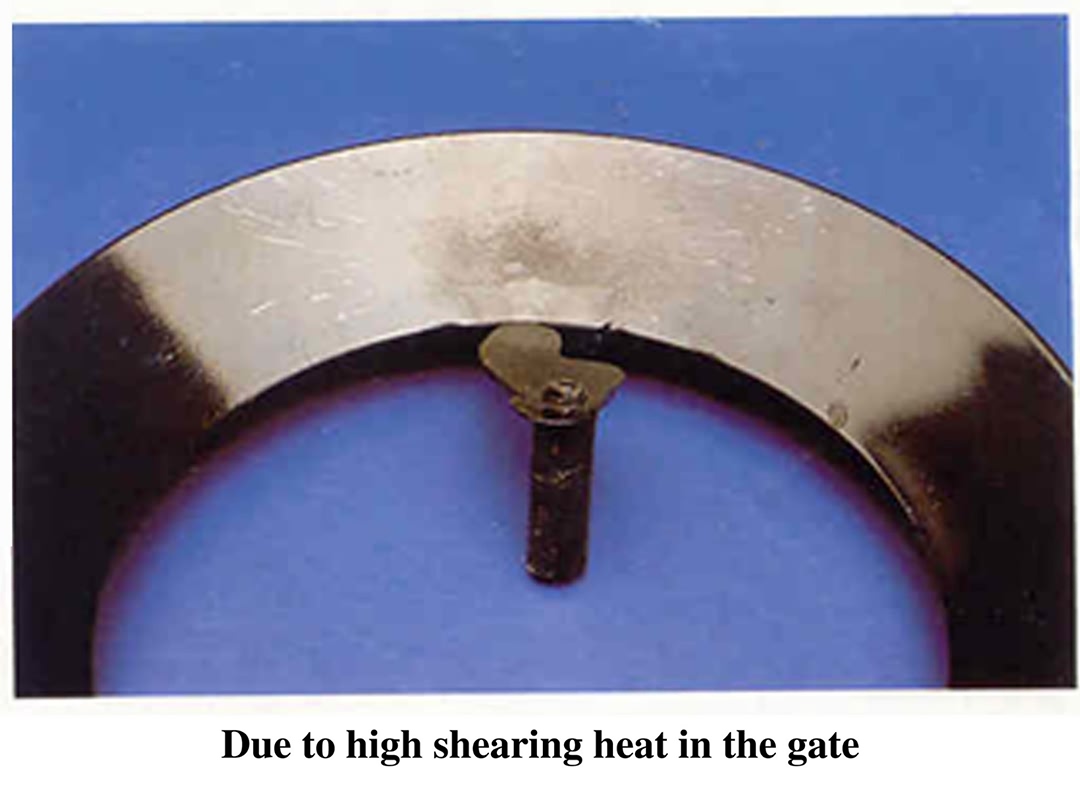
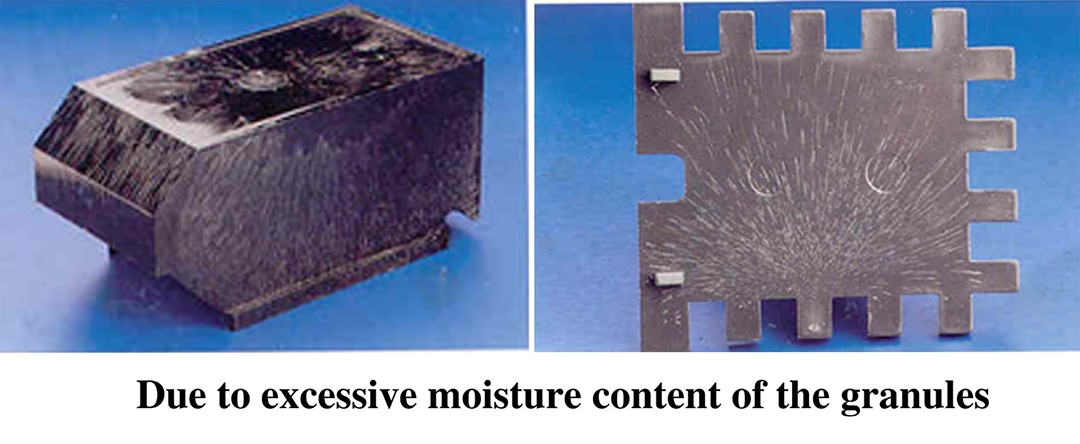
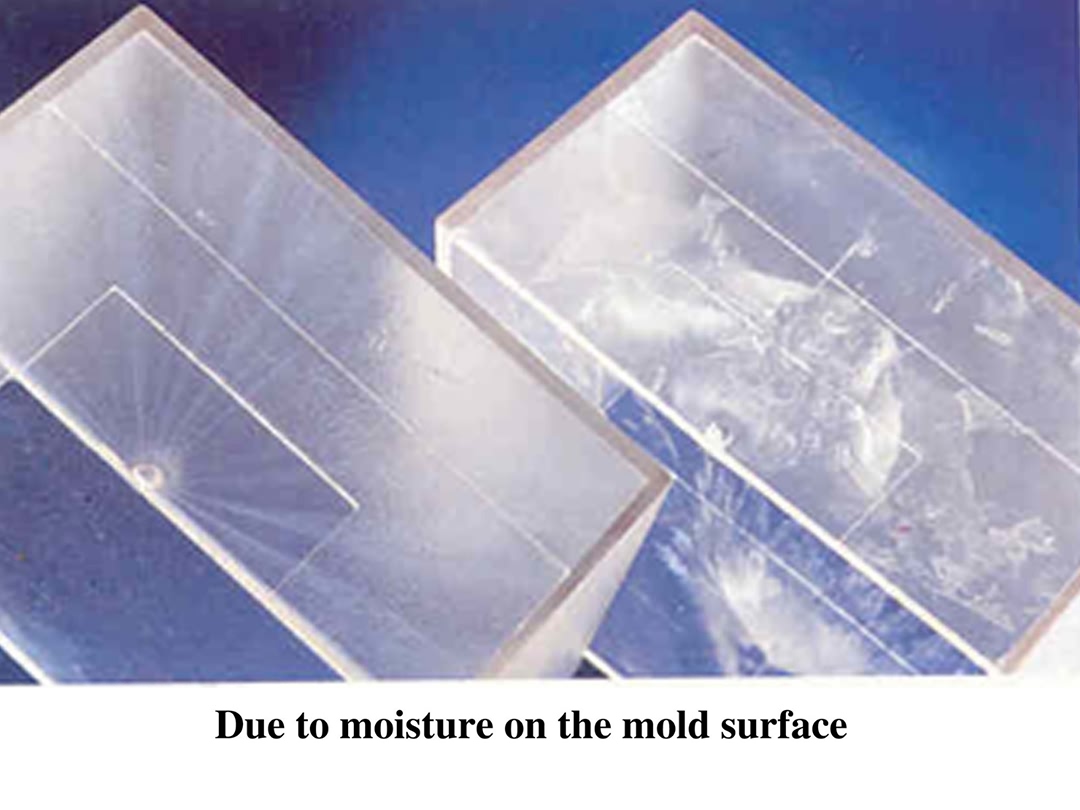
Hier sprechen wir von drei Markierungen: „Burnt Marks“, „Wet Marks“ und „Air Marks“.

Merkmale:
·Erscheint regelmäßig
·Erscheint im engen Querschnitt oder an der Position der Luftfalle
·Die Schmelztemperatur liegt nahezu an der Obergrenze der Einspritztemperatur
·Der Defekt hat eine gewisse Wirkung, indem er die Drehzahl der Pressschnecke verringert
·Die Plastifizierungszeit ist zu lang oder der Aufenthalt im vorderen Bereich der Pressschnecke ist zu lange
·Das recycelte Kunststoffmaterial kann übermäßig verwendet werden oder das Material wurde schon mehrmals geschmolzen
·Erscheinen in der Form mit Heißkanalsystem
·Form mit geschlossener Düse (Shut-Off-Düse)
Merkmale:
3、Luftspuren
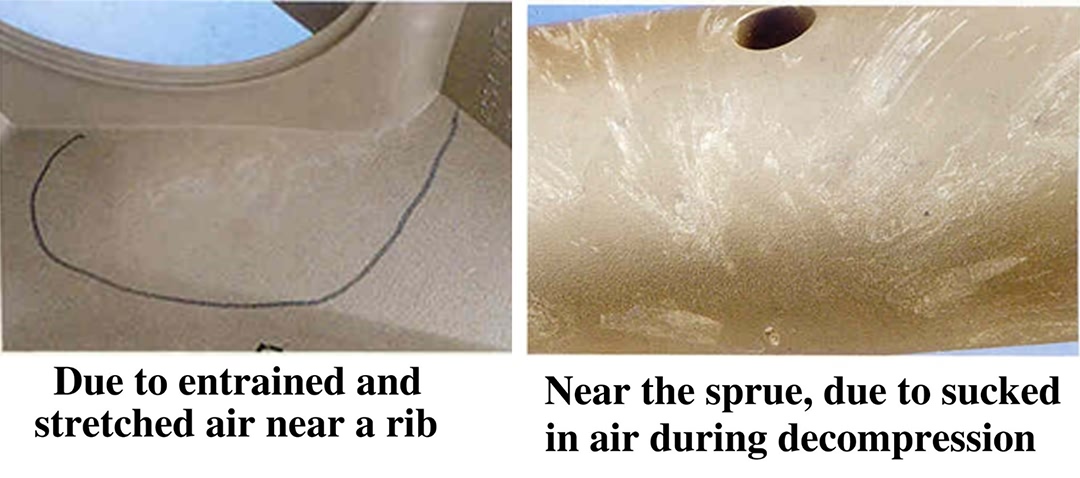
Im Allgemeinen sind die Formen der Luftflecken rau, mit silberner oder weißer Farbe, sie erscheinen oft in der sphärischen/gekrümmten Oberfläche, in Bereichen mit Rippen-/Wanddickenveränderungen oder in der Nähe der Düse, am Angusseingang erscheint normalerweise eine dünne Schicht von Luftflecken; In der Gravur treten auch Luftspuren auf, zum Beispiel: Textgravur oder Vertiefung an der Stelle.
Außer den oben genannten Typen haben wir auch „Glasfasermarkierungen“ und „Farbmarkierungen“ auf der Teileoberfläche. Daher werden in Zukunft weitere Erfahrungen mit Formfehlern mit lieben Freunden auf LinkedIn geteilt. Wenn Sie anderer Meinung zu meinem Beitrag sind, freuen wir uns über diese Bitte teilen Sie mir Ihre Kommentare mit, denn wir wissen, dass Linkedin für uns immer eine gute Plattform zum Teilen, Lernen und Verbessern ist!
Zeitpunkt der Veröffentlichung: 26. Okt. 2020